


Industry 4.0 refers to a new phase in the Industrial Revolution that focuses heavily on interconnectivity, automation, machine learning, and real-time data. Industry 4.0, which encompasses IIoT and smart manufacturing, marries physical production and operations with smart digital technology, machine learning, and big data to create a more holistic and better connected ecosystem for companies that focus on manufacturing and supply chain management. While every company and organization operating today is different, they all face a common challenge—the need for connectedness and access to real-time insights across processes, partners, products, and people.
That’s where Industry 4.0 comes into play.
Industry 4.0 isn’t just about investing in new technology and tools to improve manufacturing efficiency—it’s about revolutionizing the way your entire business operates and grows. This resource will provide you with an in-depth overview on the topic of Industry 4.0 and IIoT, including information on the following:
- The Evolution of Industry from 1.0 to 4.0
- Basic IIoT Concepts and Glossary of Terms
- Smart Manufacturing Use Cases
- Whom is Industry 4.0 For?
- Benefits of Adopting an Industry 4.0 Model
- Challenges to Consider and Overcome
- How Epicor Can Help Your Business
The world of manufacturing is changing. To survive and thrive now, you have to be willing to invest in Industry 4.0. This resource will help you get started.
Evolution of Industry from 1.0 to 4.0
Before digging too much deeper into the what, why, and how of Industry 4.0, it’s beneficial to first understand how exactly manufacturing has evolved since the 1800s. There are four distinct industrial revolutions that the world either has experienced or continues to experience today.
The First Industrial Revolution
The first industrial revolution happened between the late 1700s and early 1800s. During this period of time, manufacturing evolved from focusing on manual labor performed by people and aided by work animals to a more optimized form of labor performed by people through the use of water and steam-powered engines and other types of machine tools.
The Second Industrial Revolution
In the early part of the 20th century, the world entered a second industrial revolution with the introduction of steel and use of electricity in factories. The introduction of electricity enabled manufacturers to increase efficiency and helped make factory machinery more mobile. It was during this phase that mass production concepts like the assembly line were introduced as a way to boost productivity.
The Third Industrial Revolution
Starting in the late 1950s, a third industrial revolution slowly began to emerge, as manufacturers began incorporating more electronic—and eventually computer—technology into their factories. During this period, manufacturers began experiencing a shift that put less emphasis on analog and mechanical technology and more on digital technology and automation software.
The Fourth Industrial Revolution, or Industry 4.0
In the past few decades, a fourth industrial revolution has emerged, known as Industry 4.0. Industry 4.0 takes the emphasis on digital technology from recent decades to a whole new level with the help of interconnectivity through the Internet of Things (IoT), access to real-time data, and the introduction of cyber-physical systems. Industry 4.0 offers a more comprehensive, interlinked, and holistic approach to manufacturing. It connects physical with digital, and allows for better collaboration and access across departments, partners, vendors, product, and people. Industry 4.0 empowers business owners to better control and understand every aspect of their operation, and allows them to leverage instant data to boost productivity, improve processes, and drive growth.Industry 4.0— Where is This Revolution Going?
Basic IIoT Concepts and Glossary of Terms
There are hundreds of concepts and terms that relate to IIoT and Industry 4.0, but here are 12 foundational words and phrases to know before you decide whether you want to invest in Industry 4.0 solutions for your business:
- Enterprise Resource Planning (ERP): Business process management tools that can be used to manage information across an organization.
- IoT: IoT stands for Internet of Things, a concept that refers to connections between physical objects like sensors or machines and the Internet.
- IIoT: IIoT stands for the Industrial Internet of Things, a concept that refers to the connections between people, data, and machines as they relate to manufacturing.
- Big data: Big data refers to large sets of structured or unstructured data that can be compiled, stored, organized, and analyzed to reveal patterns, trends, associations, and opportunities.
- Artificial intelligence (AI): Artificial intelligence is a concept that refers to a computer’s ability to perform tasks and make decisions that would historically require some level of human intelligence.
- M2M: This stands for machine-to-machine, and refers to the communication that happens between two separate machines through wireless or wired networks.
- Digitization: Digitization refers to the process of collecting and converting different types of information into a digital format.
- Smart factory: A smart factory is one that invests in and leverages Industry 4.0 technology, solutions, and approaches.
- Machine learning: Machine learning refers to the ability that computers have to learn and improve on their own through artificial intelligence—without being explicitly told or programmed to do so.
- Cloud computing: Cloud computing refers to the practice of using interconnected remote servers hosted on the Internet to store, manage, and process information.
- Real-time data processing: Real-time data processing refers to the abilities of computer systems and machines to continuously and automatically process data and provide real-time or near-time outputs and insights.
- Ecosystem: An ecosystem, in terms of manufacturing, refers to the potential connectedness of your entire operation—inventory and planning, financials, customer relationships, supply chain management, and manufacturing execution.
- Cyber-physical systems (CPS): Cyber-physical systems, also sometimes known as cyber manufacturing, refers to an Industry 4.0-enabled manufacturing environment that offers real-time data collection, analysis, and transparency across every aspect of a manufacturing operation.
Now that you have a better understanding of some of the core concepts related to Industry 4.0, you’re ready to dig deeper into how smart manufacturing can revolutionize the way you run and grow your business.
Smart Manufacturing Use Cases
One of the best ways to understand the concept of smart manufacturing better is to think about how it could be applied to your business, or a business similar to your business. Here are three use cases that can help you understand the value of Industry 4.0 in a manufacturing operation:
- Supply chain management and optimization—Industry 4.0 solutions give businesses greater insight, control, and data visibility across their entire supply chain. By leveraging supply chain management capabilities, companies can deliver products and services to market faster, cheaper, and with better quality to gain an advantage over less-efficient competitors.
- Predictive maintenance/analytics—Industry 4.0 solutions give manufacturers the ability to predict when potential problems are going to arise before they actually happen. Without IoT systems in place at your factory, preventive maintenance happens based on routine or time. In other words, it’s a manual task. With IoT systems in place, preventive maintenance is much more automated and streamlined. Systems can sense when problems are arising or machinery needs to be fixed, and can empower you to solve potential issues before they become bigger problems. Predictive analytics allow companies to not just ask reactive questions like, “what has happened?,” or “why did it happen?,” but also proactive questions like, “what is going to happen,” and, “what can we do to prevent it from happening?” These type of analytics can enable manufacturers to pivot from preventive maintenance to predictive maintenance.
- Asset tracking and optimization—Industry 4.0 solutions help manufacturers become more efficient with assets at each stage of the supply chain, allowing them to keep a better pulse on inventory, quality, and optimization opportunities relating to logistics. With IoT in place at a factory, employees can get better visibility into their assets worldwide. Standard asset management tasks such as asset transfers, disposals, reclassifications, and adjustments can be streamlined and managed centrally and in real time.
The point of reviewing these use cases is to help you imagine and start thinking about how smart manufacturing could be integrated into your own organization. How do you actually decide if Industry 4.0 is right for you?
Who Is Industry 4.0 Right For?
How do you know when or if your business should invest in Industry 4.0?
If you’re able to check off most of the items on this list, it’s probably safe to start evaluating Industry 4.0 technology and solution providers and allocating the resources needed for deployment:
- You’re in a particularly competitive industry with a lot of tech-savvy players
- You’re having a hard time recruiting to fill vacant jobs at your organization
- You want better visibility across your supply chain
- You want to identify and address issues before they become bigger problems
- You want to boost efficiency and profitability across your entire organization
- You want everyone on your team to have informed, up-to-date, relevant views of production and business processes
- You want richer and more timely analytics
- You need help digitizing and making sense of information
- You want to improve customer satisfaction and customer experience
- You want to improve product quality or keep product quality intact
- You want a more integrated enterprise resource planning system that spans not only inventory and planning, but also financials, customer relationships, supply chain management, and manufacturing execution
- You want a consistent and flexible view of production and business operations tailored to specific areas or users in your organization
- You want real-time insights that help you make better, faster decisions about your business each day
Still not sure if Industry 4.0 is right for you? Keep reading to learn about some specific ways it can help you and your business.How Digital Transformation and ERP Can Help You Build Your Factory of the Future
DOWNLOAD NOW
Benefits of Adopting an Industry 4.0 Model
Industry 4.0 spans the entire product life cycle and supply chain— design, sales, inventory, scheduling, quality, engineering, and customer and field service. Everyone shares informed, up-to-date, relevant views of production and business processes—and much richer and more timely analytics.
Here is a quick, non-exhaustive list of some of the benefits of adopting an Industry 4.0 model for your business:
- It makes you more competitive, especially against disruptors like Amazon. As companies like Amazon continue to optimize logistics and supply chain management, you need to be investing in technology and solutions that help you improve and optimize your own operation. To stay competitive, you have to have the systems and processes in place to allow you to provide the same level of service (or better) to your customers and clients that they could be getting from a company like Amazon.
- It makes you more attractive to the younger workforce. Companies that invest in modern, innovative Industry 4.0 technologies are better positioned to attract and retain new workers.
- It makes your team stronger and more collaborative. Companies that invest in Industry 4.0 solutions can increase efficiency, boost collaboration between departments, enable predictive and prescriptive analytics, and allow people including operators, managers, and executives to more fully leverage real-time data and intelligence to make better decisions while managing their day-to-day responsibilities.
- It allows you to address potential issues before they become big problems. Predictive analytics, real-time data, internet-connected machinery, and automation can all help you be more proactive when it comes to addressing and solving potential maintenance and supply chain management issues.
- It allows you to trim costs, boost profits, and fuel growth. Industry 4.0 technology helps you manage and optimize all aspects of your manufacturing processes and supply chain. It gives you access to the real-time data and insights you need to make smarter, faster decisions about your business, which can ultimately boost the efficiency and profitability of your entire operation.
As mentioned, this list is not exhaustive—there are many more benefits to consider. To read about more benefits, explore our manufacturing software page.
Challenges to Consider and Overcome
As you consider whether or not to invest in Industry 4.0, you may be thinking about some of the potential challenges associated with incorporating new technology and processes into your organization. You’re not alone. Here are some of the most common questions that most business owners think about when it comes to smart manufacturing:
Question #1: Will our business data and customer information be safe?
As the threat of cyber-hacking continues to intensify each year, many businesses are worried that investing in cloud-based technology and moving data out from behind their own walls will leave their businesses and data vulnerable to attackers. Epicor keeps information safe and secure by leveraging deep security expertise and deploying stringent cyber-security measures for all customers that invest in Industry 4.0 technology.
Question #2: Will I be able to get support from my team?
The short answer to this question is yes. While implementing new technology and a new business model can be hard for some people to accept and adopt, you can ultimately get support from your team by clearly setting expectations up front, stating the purpose and benefits of investing in Industry 4.0 technology, and being open and transparent with your team throughout the entire implementation process.
Question #3: Do we have the resources and staff to implement and manage this technology?
When you invest in cloud-based technology, you don’t have to rely so heavily on your IT team to manage and maintain systems. Instead, you benefit from regular updates and maintenance performed by the service provider. For example, to avoid the ongoing implementation and upgrade challenges ERP has historically presented, some companies are choosing cloud-based ERP or software as a service (SaaS). As with cloud storage, the cloud ERP provider assumes the costs otherwise borne by IT to build and maintain infrastructure. A cloud-based ERP system provides all of the benefits of ERP without requiring dedicated IT infrastructure or staff, and frees those resources to be used in other IT tasks.
Question #4: Will I know how to leverage data to make more informed decisions?
Yes! Epicor can provide you the knowledge, training, and documentation you need to understand how to use data to change, improve, and grow your business
.One Smart Way to Tackle Three Industry 4.0 Challenges
DOWNLOAD NOW
How Epicor Can Help Your Business
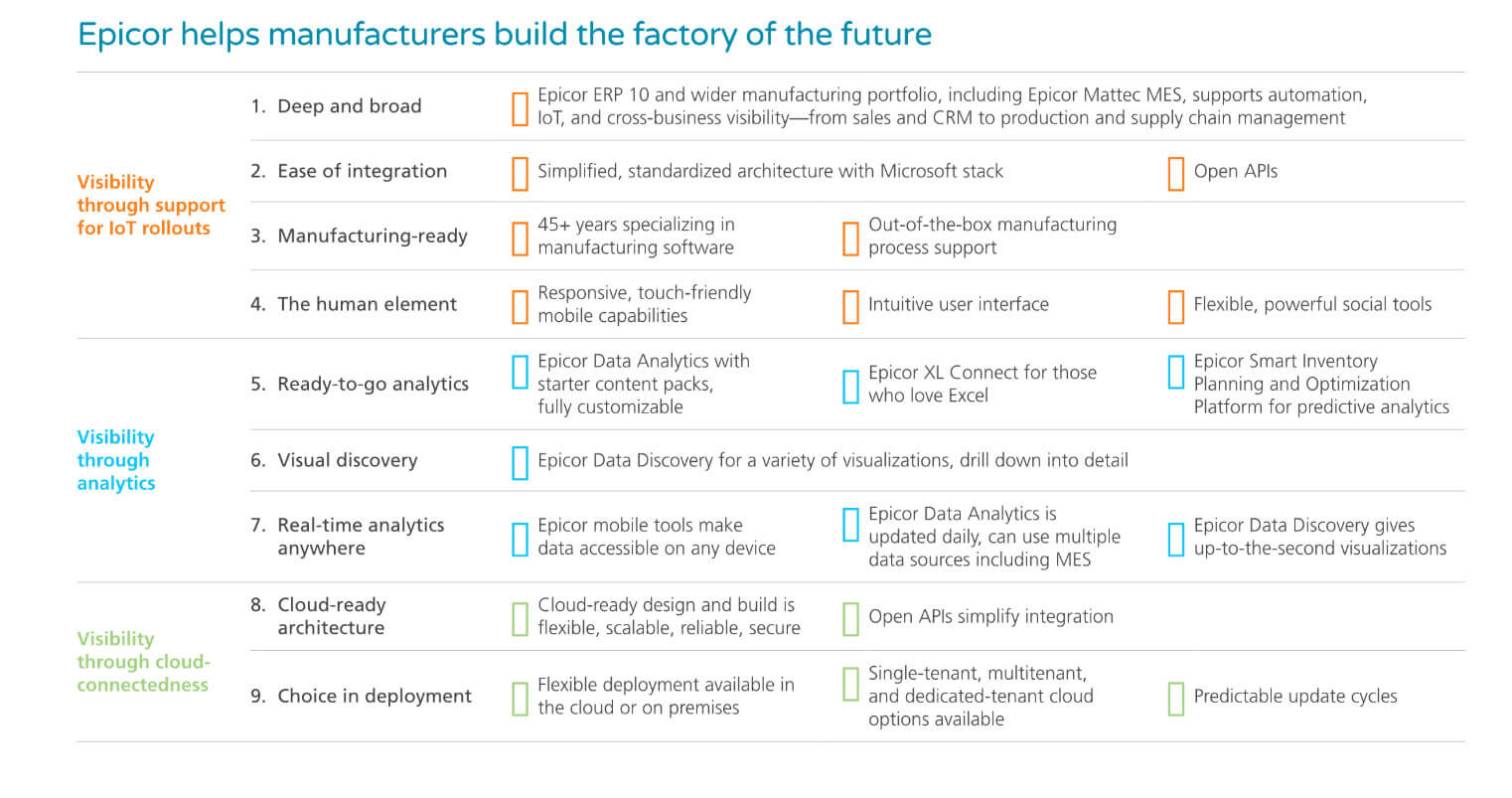
Epicor can help you implement Industry 4.0 technology into your manufacturing business. We provide flexible, industry-specific software that is designed around the needs of our manufacturing, distribution, retail, and service industry customers. To learn more about how we can help you and your business, explore our business solutions page.
The image below illustrates why more companies are working with us to invest in smart manufacturing and build factories of the future:
Wrapping up
To build a sustainable, scalable enterprise in today’s business environment, you need to use tools that help you streamline tasks, boost productivity and collaboration, and leverage data in real time. Industry 4.0 solutions from Epicor can put you on the right track. Ready to make the investment? Get started.
Recomended Industry 4.0 Certification Training Courses
Specialist Diploma Big Data Analytics
Big Data + Data Sciences Training with Machine Leaerning
Robotic Process Automation (RPA)- Industry 4.0 Certification
Machine Learning with 9 Practical Applications
Internet of Things (IoT) Programming – Industry 4.0
Oracle BI – Create Analyses and Dashboards
AngularJS Developer 4.0 Training
Robotics – Industry 4.0 Certification Training Courses

Leave a Reply